
НЕПРАВИЛЬНЫЕ, НО ЧАЩЕ УПОТРЕБЛЯЕМЫЕ НАЗВАНИЯ - АРГОННАЯ СВАРКА, АРГОНО-ДУГОВАЯ СВАРКА, СВАРКА АРГОНОМ
Из всех процессов дуговой сварки сварка (Tungsten Inert Gas) наиболее способствует достижению высокого качества сварочных швов и является наиболее универсальной. В плане того, какие различные материалы можно сваривать и в каких пространственных положениях.
Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.Иногда её называют сварка WIG сварка, сокращенно от Wolfram Inert Gas или аргонодуговая сварка переменного и постоянного тока AC/DC.
Высокое качество сварочного шва в обмен на скорость сварки.
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс. TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MIG или MMA), и применяется там, где качество имеет решающее значение.
TIG сварка используется для сварки легких металлов, таких как магний, алюминий на переменном токе AC. Тонкие листы из нержавеющей стали и сплавы из меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC.
Наиболее часто используемый газ для аргонодуговой TIG сварки - чистый аргон, для всех материалов. В отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
TIG сварка в сочетании с высокой производительностью MIG/MAG сварки 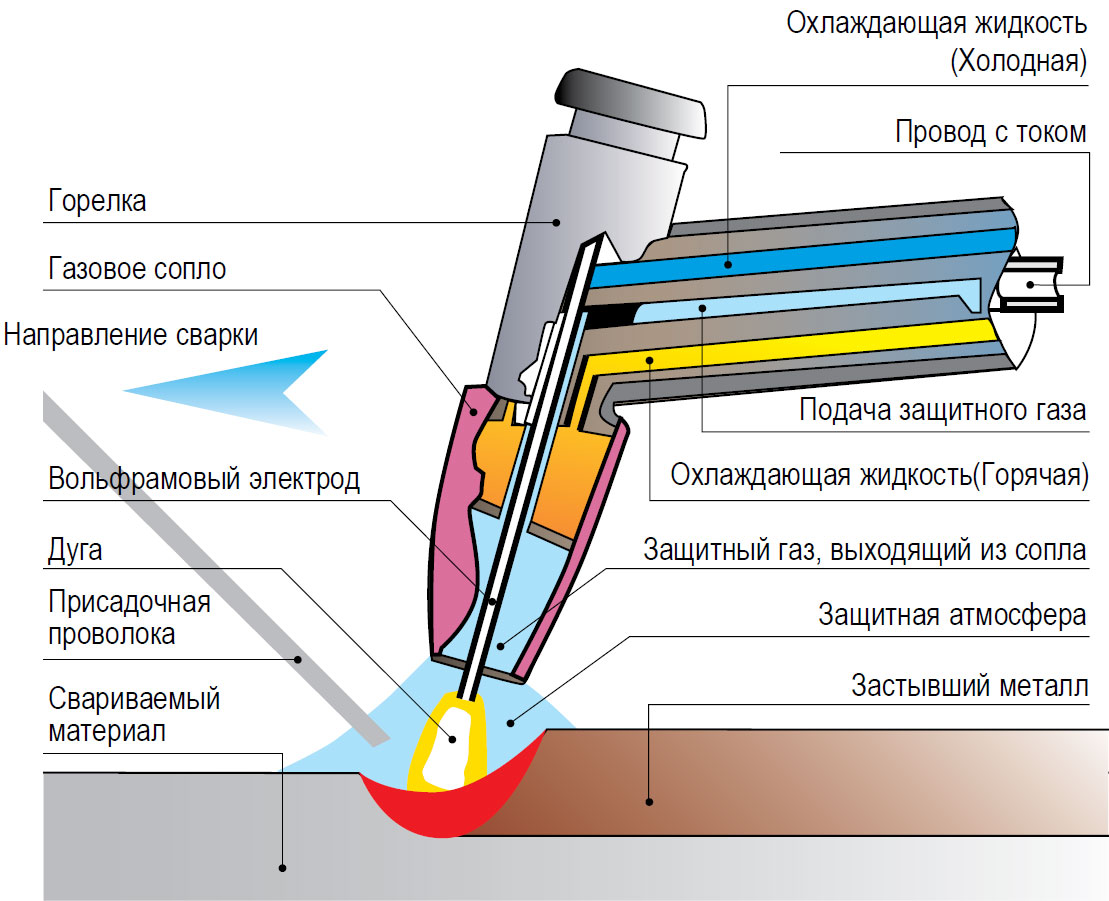
В некоторых случаях, TIG сварку используют в сочетании с полуавтоматической MIG/MAG сваркой. Например, при соединении труб для морской промышленности, TIG применяется для корневой сварки, а MIG для последующего заполнения разделки шва. Это дает высокое качество корня шва, в сочетании со скоростью заполнения остальной части разделки. При сварочном процессе TIG используется неплавящийся вольфрамовый электрод и инертный газ (обычно аргон). Вольфрам применяется в качестве материала для электродов и из-за его высокой температуры плавления и хороших электрических характеристик. Инертный газ используется в качестве защиты сварочной дуги, электрода и сварочной ванны от воздействия атмосферы.В сварочную ванну подается присадочная проволока, в ручном или автоматическом режиме.
Для сварки процессом TIG требуется высокая квалификация сварщика. Сварщик должен держать сварочную горелку в одной руке, в то время как другой рукой должен обеспечивать подачу присадочного металла в ванну.
Преимущества сварки методом TIG: лёгкая управляемость и хороший контроль дуги дают возможность работать комфортабельно и чисто. Отсутствие окалины, незначительная площадь сварочной зоны, отсутствие необходимости в применении флюсов и отсутствие брызг гарантируют очень высокое качество сварного шва, без шлаковых включений и дефектов, требующих устранения.