
Международное обозначение ММА от английского Manual Metal Arc, что можно перевести как ручная дуговая сварка металлическим электродом. В технической документации обозначение сварных соединений производится согласно ЕСКД ГОСТ 2.312-72, в котором предусмотрены все виды и типы соединений.
Сварочный процесс
Необходимым условием является создание электрической дуги достаточной мощности, чтобы начался процесс массопереноса расплавленного металла электрода в зону сварки, где под влиянием высокой температуры дуги образуется сварочная ванна. В зависимости от толщины сварного шва и диаметра применяемых электродов выбирается сила сварочного тока, которая может варьироваться от 10 до 200 и более ампер.
Формирование сварного шва
Шов, благодаря которому достигается соединение двух и более частей того или иного изделия, образуется путем перемещения электрода вдоль стыка с поддерживанием необходимого расстояния между электродом и свариваемой поверхностью. Скорость перемещения должна обеспечивать расплавление соединяемых кромок, однородность шва и не допускать прожога или непровара. Движение электрода вдоль стыка может быть линейным, зигзагообразным, короткими дугами.
Возбуждение дуги
Существует два способа начала сварочного процесса, для которого необходимо возникновение электрической дуги:
1. Касанием. При этом производится легкое быстрое прикосновение электрода к свариваемой поверхности с достаточно медленным отводом на расстояние 3-5 мм.
2. Чирканьем. Этот способ заключается в скользящем касании поверхности. Похож на зажигание спички. Применяется, в основном, для разогрева нового электрода при начале сварки.
Режимы сварки
Основными критериями являются:
Сила тока;
Напряжение (постоянное или переменное);
Полярность (прямая или обратная);
Диаметр электродов;
Марка электродов.
Ориентировочное соотношение силы тока к диаметру электрода принято рассчитывать по формуле 1мм диаметра электрода = 30-40 Амперам. Соответственно для сварки электродами 3 мм необходим сварочный ток 90-120 Ампер.
Последний критерий, марка электродов, является не менее важным, чем предыдущие, так как материал металла электрода должен наиболее соответствовать свариваемому материалу. То же относится и к их покрытию. Так же различаются электроды в зависимости от напряжения сварки и ее полярности.
Различие швов по пространственному расположению
В зависимости от расположения стыков меняется и техника получения сварного шва.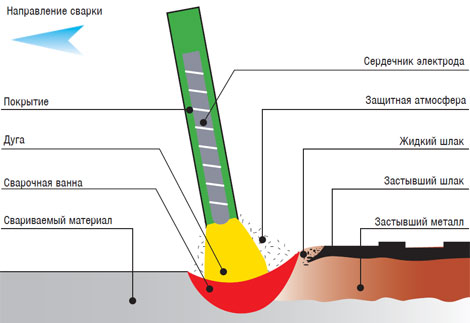
Нижний шов. Наиболее простой по исполнению. Поверхность стыка в горизонтальной плоскости, и сварка производится сверху;
Вертикальный шов. Различают способы ведения шва: с подъемом и со спуском. Первый способ предпочтительнее, так как сварочная ванна имеет опору на шов;
Горизонтальный шов. Производится на вертикальной плоскости и при этом линия соединения кромок расположена горизонтально;
Потолочный шов. Наиболее сложный по выполнению, так как расплавленный металл стремится оторваться от свариваемой поверхности вниз.
Преимущества и недостатки ручной дуговой сварки
Этот вид сварки чрезвычайно популярен благодаря тому, что он достаточно мобилен, можно выполнять соединения при различных пространственных положениях и в достаточно труднодоступных местах. Также он обеспечивает большое разнообразие соединяемых металлов благодаря широкой номенклатуре электродов. Причем переналадка оборудования производится в считанные минуты.
Недостатком является то, что качественно провести данную работу способен только подготовленный специалист. Ограничено применение в условиях повышенной влажности